
PH1 Industries delivers advanced Dust Control Systems designed to ensure cleaner plant environments, improved air quality, and efficient particulate control across industrial operations. Engineered for reliability and performance, our solutions help industries maintain operational efficiency while meeting stringent environmental and workplace safety standards.
Our dust control systems are developed to effectively capture, filter, and manage airborne particulate matter generated during material handling, conveying, crushing, grinding, loading, and processing operations.
Our solutions are designed for continuous operation in demanding industrial conditions while ensuring low maintenance and long-term performance.
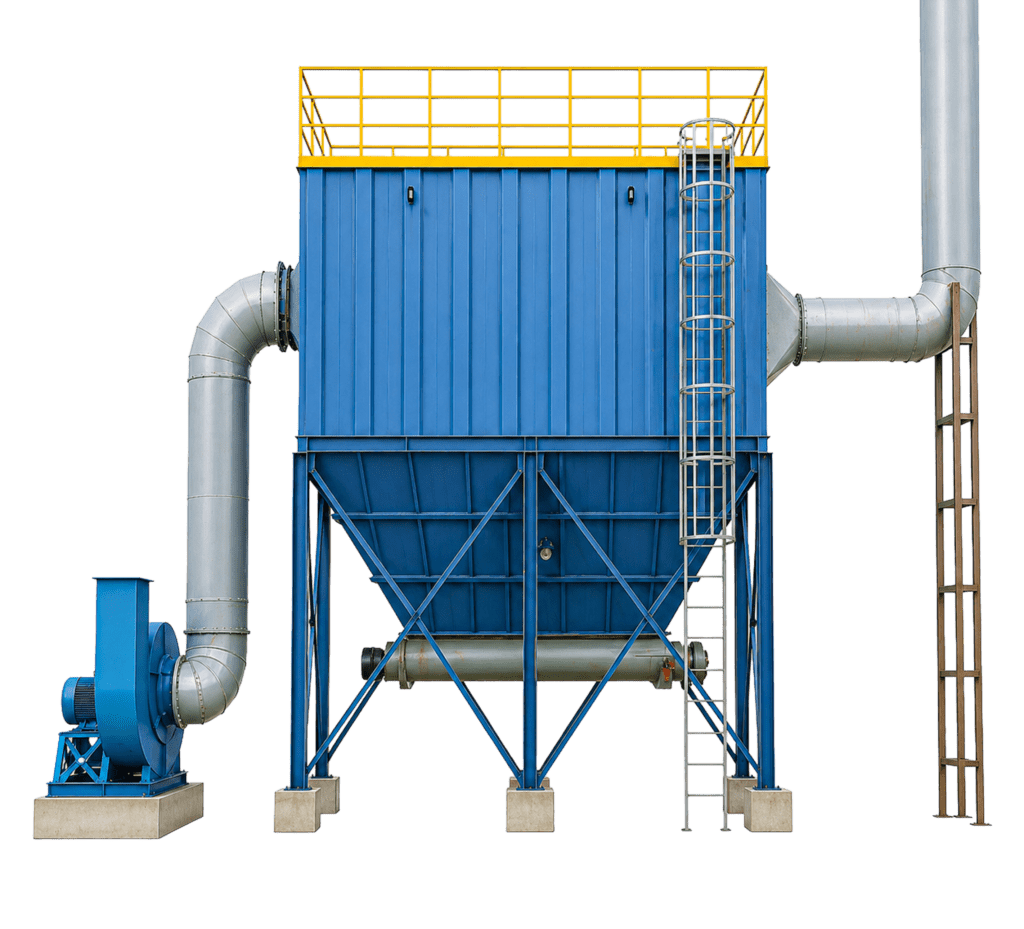
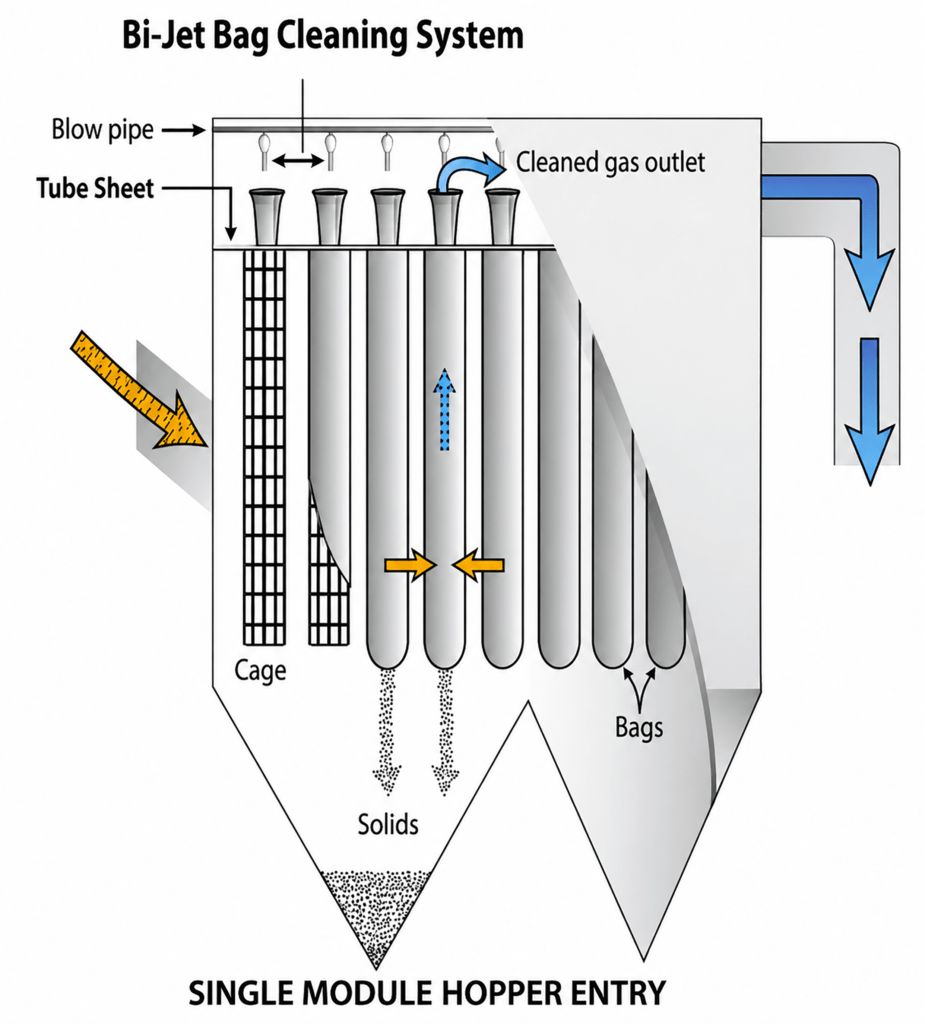
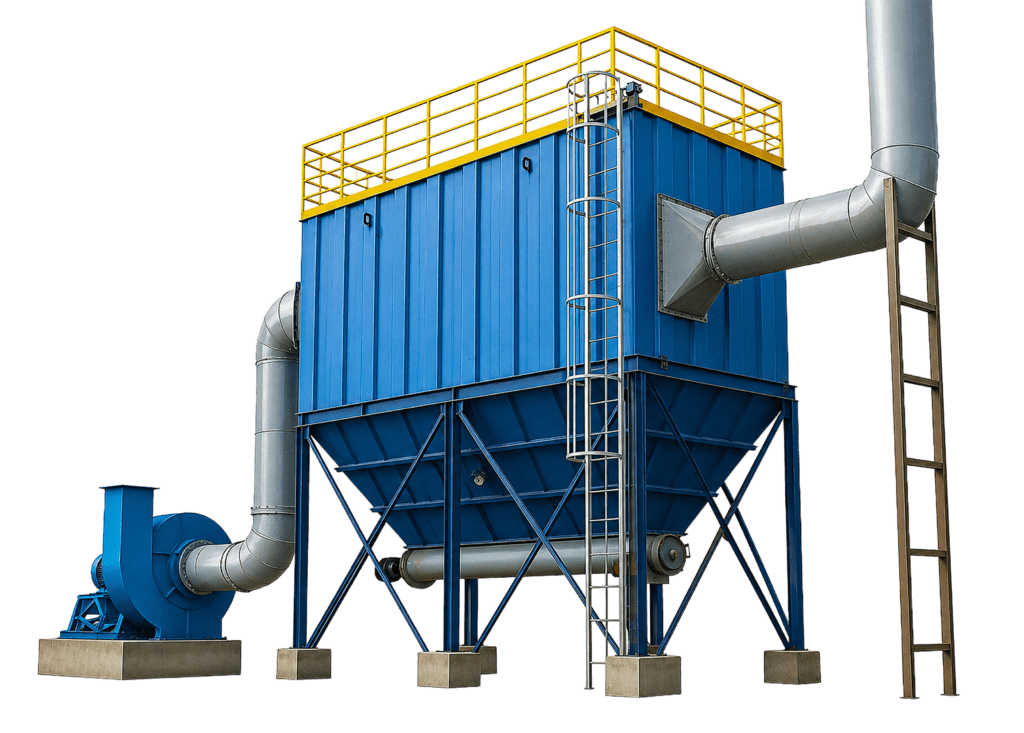
PH1 Reverse Air Bag Houses are designed for high-volume dust collection applications requiring efficient filtration and continuous operation. Utilizing reverse airflow cleaning mechanisms, these systems ensure effective dust removal from filter bags while maintaining stable airflow and filtration performance.