
AFR Systems
Solid AFR Feeding (Co-Processing)
PH1’s Solid AFR Feeding and Co-processing systems are engineered to ensure reliable extraction, controlled conveying, and precise dosing of alternative fuels for cement plants and waste-to-energy (WTE) facilities.
Designed to handle challenging fuel streams such as RDF, biomass, carbon black, agricultural waste, and industrial residues, these systems deliver stable and consistent fuel feed rates, enabling efficient co-processing, improved thermal substitution, and safe, continuous plant operation.
Benefits of the PH1 Solid AFR Feeding System
- Handles the Most Difficult Fuels
Designed for light, sticky, fluffy, heterogeneous AFR including RDF, biomass, agro waste, plastics, carbon black, and industrial rejects.
- Stable & Consistent Feed to Kiln
- Fully Integrated & Automated
- Low Maintenance, Heavy-Duty Design
- Dust-Free & Clean Operation
- Modular & Customizable
- Proven Across 30+ Cement Plants
- Higher AFR Utilization, Lower Fossil Fuel Dependence
- ATEX-Compliant & Advanced Fire Safety Protection
An Efficient Extraction Systems can ensure consistent material flow and uninterrupted feeding
Extraction
From storage to process: seamless, efficient, unstoppable
Extraction systems are the first critical interface between stored AFR and the downstream process. PH1’s extraction solutions – including sliding floor extractors, chain conveyors and weigh feeders — are engineered to reliably discharge even the most challenging fuels such as RDF, biomass, agro waste, industrial residues, and carbon black. They eliminate bridging, ensure consistent material flow, and stabilize the entire AFR chain.
- Handles fluffy, sticky, irregular fuels
- Anti-bridging solutions
- Controlled flow for stable kiln operations
- Throughput from 15tph to up to 60tph
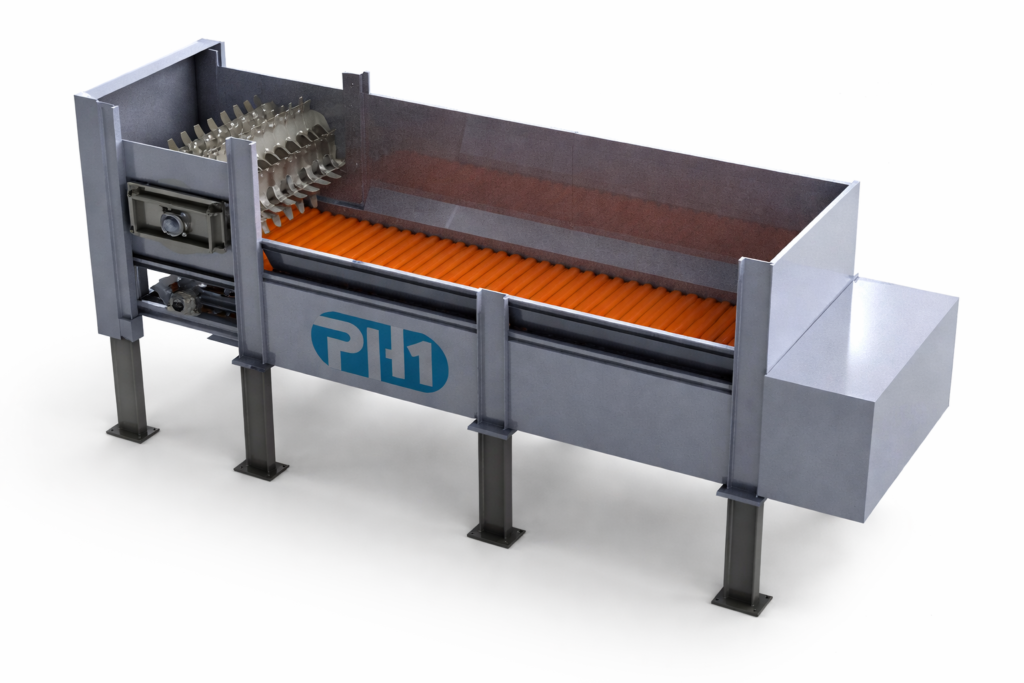
Box Extractor: Foundation of Solid AFR Extraction Systems
PH1’s Box Feeders are compact and efficient extraction systems designed for controlled feeding of solid alternative fuels and raw materials (AFR) into co-processing systems for cement plants and waste-to-energy (WTE) facilities. Engineered for space-constrained installations, they ensure smooth and reliable handling of RDF, biomass, and shredded plastics.
Key Features
- Low-capacity AFR feeding solution ideal for small to medium co-processing facilities, offering a practical and cost-effective extraction method.
- Hopper capacity ranging from 5 m³ to 80 m³, suitable for varying storage and feeding requirements.
- Hopper with apron conveyor and stripping wheel ensures controlled material extraction, preventing clogging and overfeeding while maintaining a consistent feed rate.
- Low feeding height design enables easy loading using standard loaders or JCBs, eliminating the need for specialized equipment.
- Compact footprint allowing seamless installation in facilities with limited available space.
- Ramp-free operation, significantly reducing civil construction costs and freeing up valuable plant area.
Benefits
- Reduced CAPEX and civil costs by eliminating ramps and minimizing structural requirements.
- Improved operational efficiency through smooth material discharge and continuous, interruption-free feeding.
- High flexibility in handling a wide range of solid AFR materials, including RDF, biomass, and shredded plastic fuels.
- Optimized space utilization, making box feeders ideal for retrofit projects and compact AFR installations.
- Reliable and consistent extraction, supporting stable downstream conveying and dosing systems.
Typical Applications
- Feeding solid alternative fuels into belt weigh feeders, conveyors, and downstream AFR handling systems.
- Cement plant and WTE AFR facilities where space constraints, cost efficiency, and reliable extraction are critical.
- Handling both lightweight and dense solid fuels with controlled and precise material flow.
- Reliable and consistent extraction, supporting stable downstream conveying and dosing systems.
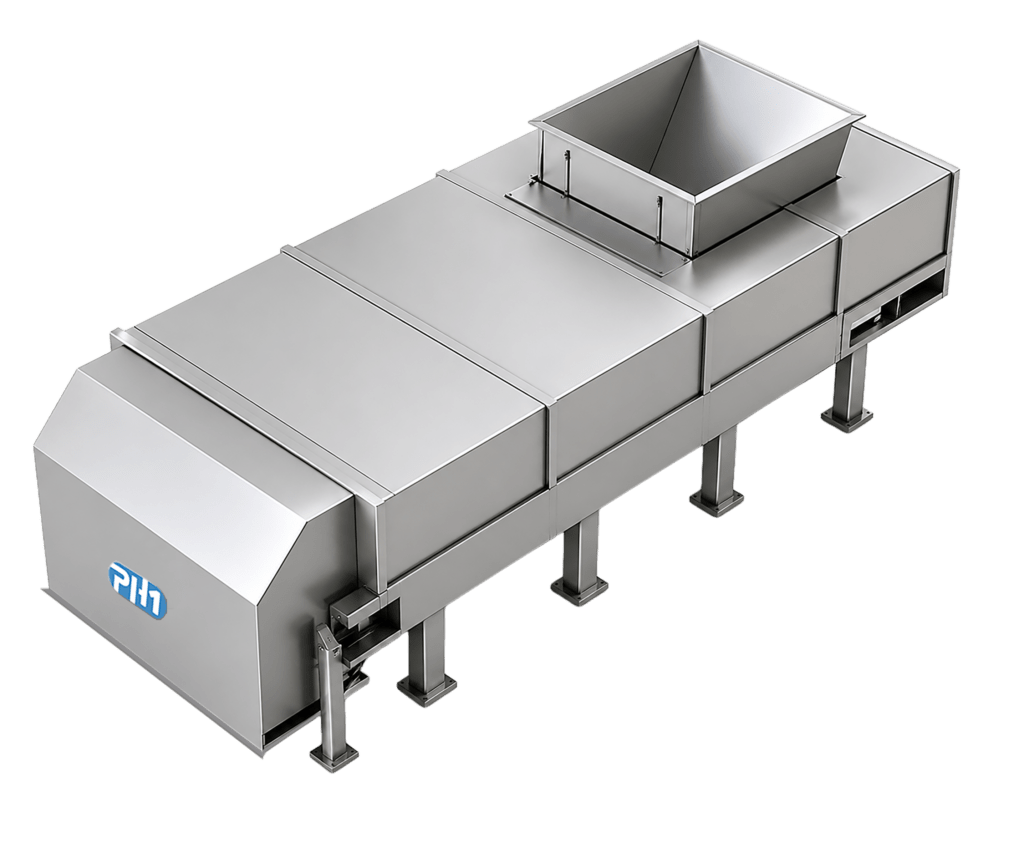
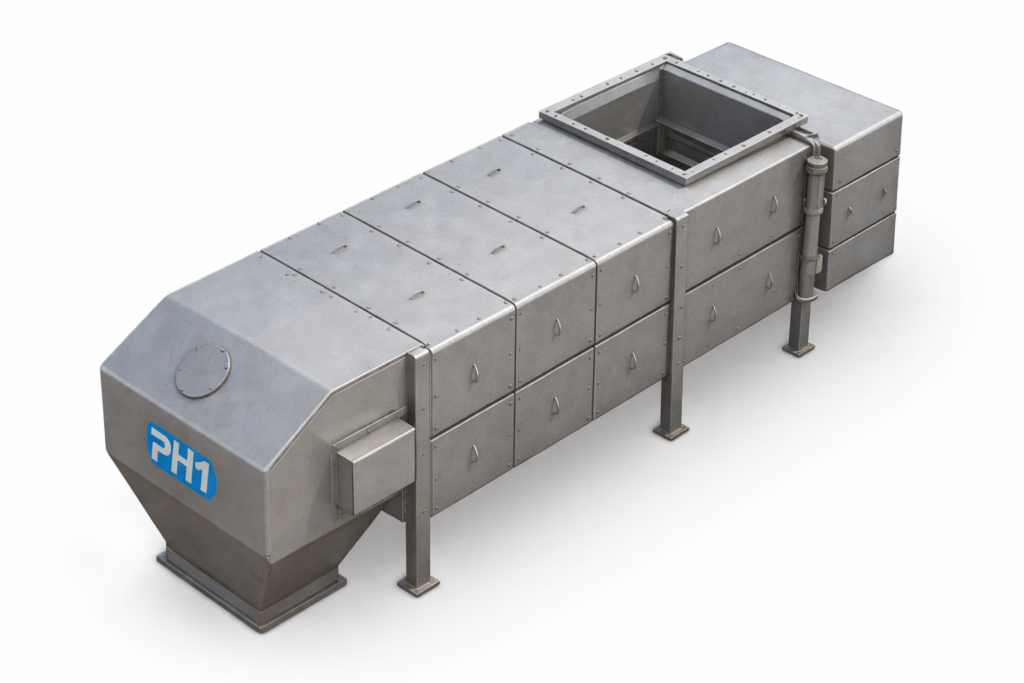
Sliding Floor Extractor High-Capacity AFR Extraction System
PH1’s Sliding Floor Feeder is the flagship solution for high-capacity solid AFR extraction and co-processing, engineered for cement plants and waste-to-energy (WTE) facilities requiring continuous, reliable material flow. Renowned for its robustness, large storage volume, and operational stability, it is the preferred extraction system for demanding AFR applications.
Key Features
- Activated sliding floor extraction system ensures smooth, controlled, and continuous material discharge, even with difficult and heterogeneous AFR materials.
- High bunker storage capacity ranging from 60 m³ to 200 m³, supporting large-scale AFR operations and uninterrupted feeding.
- Highly versatile design capable of handling a wide range of alternative fuels, including RDF, biomass, shredded plastics, agro-waste, and industrial residues.
- Accurate and constant volumetric flow, ensuring stable feed rates critical for downstream conveying, dosing, and firing systems.
- Large holding capacity of approximately 20 – 25 tons, based on typical AFR bulk densities, enabling extended operation between refills.
- High Throughput of up to 60tph

Benefits
- Unmatched storage and buffering capability, reducing refill frequency and improving overall plant availability.
- Improved operational efficiency through precise and continuous AFR extraction with minimal manual intervention.
- Universal applicability across lightweight and heavier solid fuels, making it a future-ready AFR solution.
- Reduced downtime and operational risk, thanks to automated extraction and blockage-free material flow.
- Optimized space utilization, delivering high capacity without excessive civil or layout requirements.
Working
- Uses hydraulically driven slats that move in a sequential sliding motion to gradually push bulk material forward.
- The controlled reciprocating movement ensures uniform, continuous material discharge while preventing bridging and blockages.
- Enables efficient handling of bulky, sticky, or heterogeneous waste materials while maintaining consistent feed to downstream equipment.
Typical Applications
- Continuous feeding of RDF, biomass, shredded plastics, and other solid AFR into handling, dosing, or firing systems.
- Cement plants with high AFR substitution targets requiring reliable, constant fuel supply for co-processing.
- Large-scale AFR facilities where buffer storage, volumetric accuracy, and operational continuity are critical.
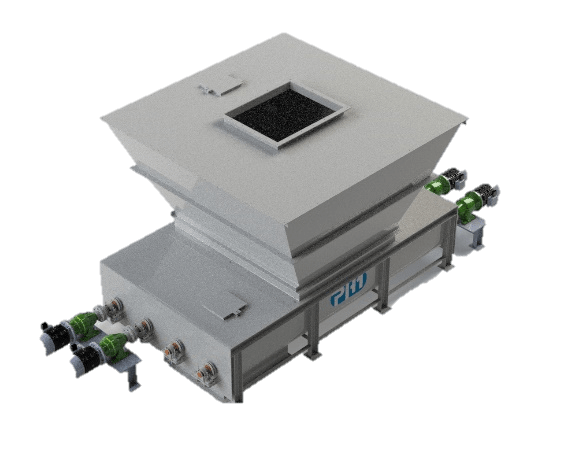
Solidose Extractor: Advanced Hybrid AFR Extraction & Dosing System
PH1’s Solidose Extractor is a next-generation solid AFR extraction and dosing system, engineered for cement plants and waste-to-energy (WTE) facilities demanding high throughput, precise feeding, and operational flexibility. Built on an innovative hybrid concept, the Solidose Extractor simplifies co-processing by combining storage, extraction, and accurate dosing into a single, integrated solution.
Key Features
- Hybrid extraction technology combining the advantages of a Box Extractor and Apron Extractor into one advanced system, ensuring reliable material discharge and controlled flow.
- High-precision dosing capability delivering consistent and accurate AFR feed rates, essential for stable kiln and calciner performance.
- Flexible material feeding options, allowing direct tipping from trucks, wheel loaders, JCBs, cranes, or belt conveyors, adapting easily to varied plant logistics.
- High storage volume with high throughput capacity, supporting continuous AFR feeding at rates of up to 60 TPH.
- Integrated, compact design that reduces system complexity and streamlines co-processing operations.

Benefits
- Simplified AFR co-processing by combining extraction and dosing in a single system, reducing equipment interfaces and operational risk.
- Improved kiln stability and thermal substitution rates through precise and repeatable AFR dosing.
- High operational flexibility, enabling seamless handling of RDF, biomass, agro-waste, industrial residues, and other solid alternative fuels.
- Reduced downtime and maintenance, thanks to a robust, hybrid design optimized for continuous operation.
- Future-ready AFR solution, scalable for increasing alternative fuel substitution targets.
Typical Applications
- High-capacity solid AFR feeding and dosing for cement kiln and calciner co-processing.
- WTE plants requiring accurate and stable solid fuel feeding with flexible material reception.
- AFR facilities looking to replace multiple extraction systems with a single, high-performance solution.
Weigh Feeders — Precision Weighing & Controlled AFR Feeding
PH1’s Weigh Feeders are a critical component in solid AFR feeding and co-processing systems for cement plants and waste-to-energy (WTE) facilities, ensuring accurate, reliable, and continuous dosing of alternative fuels and raw materials (AFR). Designed with advanced PLC-based controls, these systems deliver precise weighing and feeding to optimize blending, reduce material losses, and enhance overall plant profitability.
Key Features
- High-precision weighing and feeding powered by a PLC-based control system for consistent and repeatable AFR dosing.
- Continuous feedback loop from highly sensitive load cells, ensuring real-time correction of feed rates and uninterrupted material flow.
- Designed for 24/7 continuous operation, delivering high reliability and minimal downtime in demanding co-processing environments.
- Simplified calibration process with fewer parameters, enabling quick setup and easy operational adjustments.
- Integrated data backup and communication capability, with Profibus connectivity for seamless integration into plant-wide automation and control systems.
Benefits
- Accurate AFR dosing reduces fuel wastage and improves thermal substitution efficiency.
- Optimized blending and process stability, ensuring consistent kiln and calciner performance.
- Lower operational losses and higher profitability through precise material control.
- User-friendly operation with reduced calibration effort and simplified maintenance.
- Real-time monitoring and data-driven insights, supporting performance analysis, troubleshooting, and continuous improvement.
- Seamless integration with existing cement plant and WTE automation systems.
Typical Applications
- Precise feeding of RDF, biomass, shredded plastics, and other solid AFR into kiln, calciner, or blending systems.
- Co-processing installations where accuracy, repeatability, and process control are critical.
- Cement and WTE plants targeting higher AFR substitution rates and stable long-term operation.
Conveying: Moving alternate fuels with precision, not problems.
Handling systems transport AFR smoothly and safely from extraction point to dosing point. PH1 offers troughed, air-supported belt conveyors, chain belt conveyors, screws, and pneumatic systems designed specifically for low-density, irregular, and moisture-sensitive alternate fuels. Our solutions minimize dust, reduce degradation, and ensure clean, efficient movement across long distances.
- Dust-free transport
- Low maintenance, long conveying distances
- Gentle handling to avoid RDF degradation
Troughed Belt Conveyors — Efficient & Versatile Material Transport
PH1’s Troughed Belt Conveyors are robust and versatile material handling systems designed for the continuous transport of AFR (Alternative Fuels and Raw Materials), cement raw materials, and other bulk solids across various distances and inclines. Ideal for cement plants
and waste-to-energy (WTE) facilities, these conveyors ensure reliable, high-capacity material flow with minimal downtime.
Key Benefits
- High throughput and efficiency, moving large volumes of AFR and bulk materials continuously to reduce downtime.
- Space optimization with flexible conveyor layouts, enabling installation in compact plant areas.
- Durable and reliable construction for handling abrasive, heavy, or bulk materials over long operational life.
- Versatile material handling, suitable for RDF, biomass, shredded plastics, limestone, coal, and additives.
- Customizable to plant-specific requirements, ensuring seamless integration into existing handling and feeding systems.

Key Features
- Belt Widths from 650 mm to 1800 mm to handle a range of material volumes and plant requirements.
- Custom-engineered design tailored for optimized material flow and plant layout, enhancing efficiency and reducing operational bottlenecks.
- Multiple belting options including rubber, PVC, and specialized fabrics, chosen based on material weight, abrasiveness, and temperature resistance.
- Flexible configurations: Horizontal for level transport; Inclined for slight slopes; Steep angle for compact layouts; Chevron belts for bulk materials at higher inclines without slippage
- International standard compliance (BIS, CEMA, DIN) for durability, safety, and operational reliability.

Typical Applications
- Transporting AFR materials such as RDF, biomass, and shredded plastics from storage to silos, feeders, or firing systems.
- Moving raw materials including limestone, coal, and additives in cement production.
- Bulk material handling in applications requiring continuous, high-capacity transport over long distances or steep inclines.

Air Assisted Belt Conveyor: High-Efficiency Material Transport with Air Cushion Technology
PH1’s Air Assisted Belt Conveyor is an advanced solution for transporting AFR (Alternative Fuels and Raw Materials), cement raw materials, and fine powders with minimal friction and improved operational efficiency. Utilizing air cushion technology, this system delivers smoother material flow, reduced wear, energy savings, and enhanced reliability, making it ideal for cement plants and WTE facilities.
Key Features
- Air cushion support reduces friction between the belt and support system, enabling smoother, faster transport with lower energy consumption and minimal component wear.
- High-efficiency operation reduces maintenance frequency, energy use, and parts replacement, ensuring cost-effective long-term performance.
- Dust-proof design with sealing systems prevents material spillage and containment of fine or powdery materials such as RDF or ash, maintaining a clean plant environment.
- Optional maintenance walkway provides safe and easy access for inspection, routine servicing, and troubleshooting, eliminating the need for costly support structures.

Benefits
- Energy savings through friction reduction, lowering operational costs and supporting sustainability goals.
- Reduced maintenance costs due to fewer wear components and lower system strain.
- Improved material containment, making it ideal for fine, powdery, or dusty materials.
- Space optimization, allowing installation in compact plant layouts with minimal structural requirements.
- Enhanced operational safety, with accessible walkways and easier maintenance.
Typical Applications
- Continuous transport of AFR materials including RDF, biomass, and shredded plastics.
- Handling fine powders or ash requiring dust-proof transport.
- Optimizing material flow from storage to feeding, dosing, or firing systems, ensuring uninterrupted operation.
- Contributing to energy efficiency and sustainability initiatives by reducing power consumption.
Chain Belt Conveyor: Heavy-Duty Bulk Material Transport for AFR & Industrial Waste Handling
Built for durability, operational stability, and long service life, PH1’s Chain Belt Conveyors are engineered to handle coarse, irregular, and high-density waste fractions where conventional belt conveyors may face limitations.
Key Benefits
- Reliable Handling of Heavy AFR & Waste Materials : Capable of conveying dense, bulky, and irregular materials with high operational stability.
- Reduced Maintenance & Operating Costs: Durable construction minimizes wear and reduces maintenance interventions, lowering lifecycle costs.
- Long Operational Life: Engineered for continuous industrial operations with high resistance to abrasion and impact.
- Flexible System Integration: Easily integrates into complete AFR processing lines, shredding systems, and waste handling plants.
- Improved Process Efficiency: Provides consistent material flow, ensuring stable feeding to downstream processing and co-processing systems.

Key Features
- Heavy-Duty Load Handling
- Designed to transport high-density and abrasive bulk materials, including RDF, biomass, industrial solid waste, and clinker additives.
- Supports high conveying capacities, ensuring continuous and reliable material transfer in demanding industrial applications.
- Robust Chain Drive Construction
- Equipped with wear-resistant chains, heavy-duty sprockets, and reinforced structural components for reliable operation in harsh environments.
- Designed to handle high impact loads and abrasive material flow without compromising performance.
- Low Maintenance & Long Service Life
- Optimized mechanical design reduces component wear and maintenance requirements.
- Ensures extended operational life, reduced downtime, and lower lifecycle operating costs.
- Flexible Installation & Custom Layout Integration
- Available in horizontal, inclined, and vertical conveying configurations to suit complex plant layouts.
- Seamlessly integrates with shredding lines, screening systems, storage units, and AFR feeding systems.
- Controlled & Stable Material Conveying
- Provides uniform and slip-free material transport, making it suitable for conveying coarse and irregular waste fractions.
- Ensures consistent material feed to downstream AFR processing and kiln feeding systems.
Typical Applications
- Transporting RDF, biomass, and alternative fuels within AFR processing systems.
- Handling industrial solid waste and coarse reject fractions
- Feeding shredders, screens, separators, and storage bunkers
- Bulk material handling in waste-to-energy and industrial recycling plants
- Supporting co-processing and kiln feeding operations

Feeding: Fuel to flame — delivered with accuracy, every single second.
- Accurate feed rate control
- Automated interlocks with kiln conditions
- High reliability even with light, variable-density fuels
1. Apron Feeder — Robust AFR Feeding in High-Temperature Environments
PH1’s Apron Feeder is a highly durable and efficient material feeding system, designed for cement plants and waste-to-energy (WTE) facilities operating in high-temperature, space-constrained, and challenging industrial environments. Ideal for feeding alternative fuels and raw materials (AFR) near calciner chutes, it ensures reliable, precise, and continuous material flow under extreme conditions.
Key Features
- High-Temperature Operation: Engineered for harsh zones near calciner chutes, capable of handling temperatures up to 150°C without compromising performance or feeding accuracy.
- Compact & Space-Efficient Design: Ideal for short conveying distances and tight installation areas, fitting seamlessly in restricted plant layouts.
- Durable & Robust Construction: Heavy-duty components designed to handle abrasive and rugged AFR materials, ensuring long-term reliability.
- High-Temperature Variants: Maintain precise measurement and consistent feeding in extreme conditions, supporting optimized combustion in the calciner.
- Reliable Operation in Harsh Conditions: Built to withstand dust, heat, and abrasion while maintaining smooth, accurate material handling.
Key Benefits
- Efficient High-Temperature Handling: Smooth, continuous feeding of AFR materials even under extreme conditions, enhancing combustion efficiency and minimizing downtime.
- Space Optimization: Compact design ensures efficient utilization of limited floor space, critical for high-density cement plant layouts.
- Accurate Material Control: Delivers consistent and precise fuel quantities for optimal combustion and reduced material wastage.
- Durability & Low Maintenance: Rugged construction ensures long operational life with minimal service, lowering operational costs.
- Versatility for Various AFR: Capable of conveying RDF, biomass, shredded plastics, and other alternative fuels, reducing the need for multiple feeding systems.
Typical Applications
- Feeding alternative fuels and raw materials (AFR) into calciner chutes in cement plants.
- Handling high-temperature, abrasive, or dusty materials with precision and reliability.
- Space-constrained plant areas requiring compact, robust feeding solutions.
2. Crown Feeder (AFR Slitter) — Precision Feeding for Low-Density AFR Materials
PH1’s Crown Feeder (AFR Splitter) is a specialized dosing and distribution system designed for accurate and continuous feeding of low-density, fluffy alternative fuels (AFR) into cement kiln calciners. Engineered to handle challenging materials such as biomass, plastics, and RDF, it ensures smooth material flow, precise dosing, and stable combustion performance.
A key advantage of the Crown Feeder is its ability to diversify RDF and AFR streams into two independent feed points, allowing optimized fuel distribution within the calciner or kiln system. This improves combustion stability, enhances thermal substitution rates, and increases overall process efficiency, supporting cement plants in achieving higher sustainability and alternative fuel utilization targets.
Key Features
- Optimized for Low-Density Materials: Handles fluffy and lightweight AFR materials that are difficult to feed, preventing spillage, blockages, and uneven kiln feeding.
- Screw Extractors for Flow Control: Precisely regulate the material flow from hoppers or bins, ensuring consistent delivery into the calciner.
- External Apron Weigh Feeder Integration: Provides high-accuracy dosing, reducing underfeeding or overfeeding and improving combustion control.
- High Turn-Down Ratio: Adapts to variable fuel supply and low feeding rates while maintaining operational efficiency.
- Operational Flexibility: Capable of handling diverse AFR materials and variable process conditions, ensuring uninterrupted operation..
- Reliable & Durable Construction: Heavy-duty design for long-term performance in harsh cement plant environments.
Key Benefits
- • Enhanced Dosing Accuracy: Ensures precise fuel delivery, optimizing material efficiency and kiln performance.
- • Improved Combustion Efficiency: Accurate feeding enables consistent AFR burning, maximizing energy recovery and reducing fossil fuel use.
- • Versatile Material Handling: Effectively manages low-density, fluffy fuels that traditional feeders struggle with, increasing plant flexibility.
- • Cost Savings: Reduces material wastage, minimizes energy consumption, and lowers reliance on expensive fossil fuels.
- • Supports Sustainability Goals: Facilitates higher AFR substitution rates, helping plants reduce carbon footprint and environmental impact.

Typical Applications
- Feeding low-density AFR materials such as biomass, RDF, and shredded plastics into cement kiln calciners.
- Ensuring accurate and continuous dosing in high-turnover co-processing operations.
- Supporting sustainable cement production through reliable alternative fuel integration.
Motorized Double Flapped Valve — Superior Sealing & Safety for AFR Systems
PH1’s Motorized Double Flapped Valve is a high-performance material handling valve designed for cement plants and WTE facilities to ensure precise, safe, and dust-free AFR feeding. Its robust construction, intelligent operation, and advanced sealing technology provide accurate dosing, air-tight operation, and continuous material flow, even in harsh industrial environments.
Key Features
- Excellent Sealing Efficiency: Prevents unwanted air ingress and material leakage, maintaining system pressure and precise dosing of AFR materials.
- Safety-Optimized Design: Stops air intrusion that could affect combustion efficiency, ensuring safe operation in high-pressure feeding systems.
- Pressure- and Dust-Tight Construction: Keeps fine or dusty materials contained, protecting plant personnel and equipment while maintaining a clean environment.
- Intelligent Flap Operation: Self-clearing flaps automatically reopen if material is trapped, preventing blockages and ensuring uninterrupted AFR flow.
- Optional Online Flap Cleaning: Water-jet cleaning system removes debris without manual intervention, reducing downtime and maintenance effort.
Key Benefits
- Enhanced Sealing: Keeps AFR contained, preventing material loss and maintaining dosing accuracy.
- Safety & Cleanliness: Reduces dust emissions and prevents air ingress, creating a safer and cleaner plant environment.
- Operational Efficiency: Intelligent, self-clearing flaps minimize blockages and downtime, ensuring continuous feeding.
- Easy Maintenance: Optional online cleaning simplifies upkeep and reduces manual intervention.
- Durable & Reliable: Built for long-term operation in harsh cement plant conditions, withstanding abrasive and high-temperature environments.
Typical Applications
- Precise and safe feeding of RDF, biomass, shredded plastics, and other AFR materials in cement kiln and WTE co-processing systems.
- Areas requiring dust-tight and air-tight operation, especially in high-pressure feeding zones.
- Critical junctions in AFR handling systems where continuous, uninterrupted material flow is essential.
Technical Specifications
Specification
Details
650 – 1400 mm
6 – 8 seconds
Rotary Air Lock Valve: High-Rate AFR Feeding with Superior Sealing
PH1’s Rotary Air Lock Valve is a flagship AFR feeding system designed for high feed rates, precise material flow, and superior sealing in cement plants and waste-to-energy (WTE) facilities. Engineered for durability, efficiency, and safety, it is ideal for handling RDF, biomass, and other alternative fuels in large-scale co-processing operations.
Key Features
- Robust Industrial Design: Engineered for high-stress environments, ensuring long-term durability while handling large volumes of AFR material.
- High Sealing Efficiency: Minimizes air ingress to maintain system pressure and improve combustion efficiency.
- Integrated Cutter Mechanism: Smoothly handles challenging materials, preventing blockages and ensuring continuous feeding.
- High Feed Rate Capability: Supports up to 80 TPH, making it suitable for high-capacity cement plant operations.
- Emergency Refractory-Lined Shut-Off Gate: Provides rapid, safe material isolation in emergencies, enhancing plant safety and reducing operational risks.

Key Benefits
- Efficient & Reliable Feeding: Maintains accurate, continuous material flow even at high feed rates, supporting peak plant performance.
- Durability & Longevity: Heavy-duty construction reduces replacements and maintenance costs, ensuring long-term reliability.
- Optimized Combustion: Controlled feeding and air-tight operation improve calciner efficiency and reduce energy consumption.
- Enhanced Safety: Emergency shut-off gate provides an additional layer of protection against operational hazards.
- Minimal Downtime: Cutter mechanism and robust design prevent blockages, ensuring uninterrupted AFR supply.
Typical Applications
- High-rate feeding of AFR materials such as RDF, biomass, and shredded plastics into cement kilns.
- Areas requiring air-tight, safe, and continuous material flow.
- Large-scale cement or WTE operations demanding high feed capacity and minimal downtime.
Technical Specifications
Specification
Details
Integrated for smooth feeding