
BMH Systems
Bulk Material Conveying
Belt Conveyor: The Backbone of Bulk Material Transport
Belt Conveyors are the most widely used and proven solution for continuous bulk material handling across Power, steel, coal, paper, fertilizer, glass, cement plants, mining operations, waste processing facilities, and industrial manufacturing units. Designed for reliability, scalability, and high throughput, PH1 Industries’ Belt Conveyors ensure efficient material movement over long distances with minimal energy consumption and operational downtime. From fine powders to coarse, abrasive materials, belt conveyors form the backbone of internal material logistics in modern industrial plants.
Key Features of PH1 Industries Belt Conveyor Systems
(Minimize Energy Costs & Downtime in High-Volume Transport)
- Wide Capacity & Belt Width Range
- Belt widths available from 500 mm to 2000 mm, covering low to extremely high throughput requirements.
- Designed to handle capacities from 5 TPH up to 4,000 TPH, depending on belt width, speed, and material characteristics.
- Variable Speed for Process Control
- Belt speeds ranging from 0.5 to 4 m/s, controlled via VFD-driven electric motors.
- Enables precise flow control, energy optimization, and smooth start/stop operation.
- Multiple Belt Construction Options
- Nylon belts: 315 – 2200 N/mm
- EP belts: up to 3200 N/mm
- Steel cord belts: above 3200 N/mm for long-distance and high-tension applications
- selection customized based on material weight, abrasiveness, lump size, and conveyor length.
- Dust-Control & Enclosure Options
- Optional skirting systems, belt covers, dust seals, and enclosures.
- Ensures cleaner operation, reduced material loss, and compliance with environmental and safety norms.
- Robust Structural Design
- Heavy-duty mild steel or carbon steel frames, engineered for high load-bearing capacity.
- Optional liners, corrosion protection, and industrial-grade painting systems for harsh environments.
Benefits of PH1 Belt Conveyor Systems
- High Throughput with Low Operating Cost
- Long-Distance & Continuous Operation
- Energy-Efficient & Process-Friendly
- Adaptable to Any Industry
Reliability & Safety
Applications Across Industries
- Cement Plants
- Limestone, clinker, gypsum, additives
- AFR materials such as RDF, biomass, and industrial waste
- Raw meal and finished cement conveying
- Mining & Mineral Processing
- Ore handling (ROM, crushed, screened material)
- Overburden, rejects, and beneficiation plant feeding
- Long-distance yard and stockpile conveying
- Waste-to-Energy & Recycling
- MSW, RDF, SRF, compost, and processed waste streams
- Feeding shredders, screens, separators, and bunkers
- Industrial Manufacturing
- Bulk solids movement within factories
- Inter-process material transfer and storage feeding
- High-capacity material logistics in steel, power, and chemical plants
Bucket Elevators: Efficient Vertical Lifting for Bulk Materials
(Maximize Your Floor Space with High-Capacity Vertical Transport)
Bucket Elevators are the most efficient and space-saving solution for vertical or steep inclined transport of bulk materials in cement plants, waste-to-energy facilities, mining operations, and industrial manufacturing units. Designed to lift materials reliably from lower elevations to higher process points, PH1 Industries Bucket Elevators ensure continuous, dust-free, and high-capacity material movement where floor space is limited.
Ideal for handling coal, lime stone, Coke, RDF, biomass, clinker, aggregates, cement, ash, and industrial bulk solids, bucket elevators play a critical role in modern bulk material handling systems.
Key Features of PH1 Industries Bucket Elevators
- High-Capacity Vertical Lifting in a Compact Footprint
- Designed for vertical and steep inclined conveying where floor space is limited.
- Capable of handling throughputs from 10 TPH up to 600 TPH (and higher on request), depending on bucket size, spacing, and speed.
- Lift heights ranging from 5 to 45 meters, extendable to suit plant layout and process requirements.
- Continuous Bucket & Belt / Chain Conveying System
- Uses a continuous bucket loop mounted on a reinforced belt or heavy-duty chain, ensuring stable and uninterrupted vertical material transport.
- Belt or chain selection optimized based on material abrasiveness, temperature, and duty cycle, ensuring long service life and reliable performance.
- Flexible Bucket Sizes & Material Options
- Bucket capacities ranging from 1 to 48 liters, allowing precise customization for fine, coarse, wet, dry, or heterogeneous materials.
- Buckets available in mild steel, stainless steel, and HDPE, selected based on material characteristics such as abrasiveness, moisture content, and corrosion potential.
- Fully Enclosed, Dust-Tight Construction
- Fully enclosed casing with dust seals minimizes spillage and dust emissions, making the system ideal for handling cement, ash, RDF, biomass, coal, and fine powders.
- Integrated inspection hatches and access doors allow easy monitoring and maintenance without compromising containment.

- Heavy-Duty Boot Section for Smooth Loading
- Impact-resistant boot section designed to absorb material drop energy and prevent excessive wear.
- Optimized inlet geometry ensures smooth material entry, reducing blockages and improving overall elevator efficiency.
- Engineered for Continuous Industrial Operation
- Built with heavy-duty steel construction for continuous operation in cement plants, AFR systems, mining, and industrial manufacturing facilities.
- Designed for reliable performance under abrasive, dusty, and high-load operating conditions.
Benefits of PH1 Bucket Elevator Systems
- Maximum Vertical Transport Efficiency
- Space-Saving Design
Optimizes plant layout by utilizing vertical space — ideal for congested cement plants, AFR systems, and industrial facilities.
- Dust-Free & Clean Operation
- High Capacity with Low Power Consumption
- Long Service Life & Low Maintenance
Reliability & Safety
- Driven by electric motor with gearbox and backstop, ensuring controlled operation and preventing reverse movement under load.
- Equipped with overspeed, belt/chain slip, and misalignment protection, enhancing operational safety and reducing unplanned downtime.
Applications Across Industries
- Cement Plants
- Clinker, cement, coal, additives
- AFR materials such as RDF and biomass
- Feeding silos, preheaters, and storage bins
- Waste-to-Energy & AFR Systems
- RDF, SRF, biomass, agro-waste
- Ash and process residue handling
- Mining & Mineral Processing
- Aggregates, crushed ore, minerals
- Vertical transfer to screening or storage systems
- Industrial Manufacturing
- Bulk solids movement within factories
- Process feeding in power, steel, and chemical plants
Screw Conveyors: Compact, Controlled & Reliable Bulk Material Transport
Screw Conveyors are an efficient and space-saving solution for short-distance horizontal and inclined transport of bulk materials in cement plants, AFR handling systems, waste-to-energy facilities, and industrial manufacturing units. Designed for controlled material movement in confined spaces, PH1 Industries’ Screw Conveyors are especially suited for semi-dry, moist, sticky, or irregular bulk materials where precise feeding and enclosed conveying are essential.
Typical applications include handling RDF, biomass chips, sludge-derived granules, cement raw materials, industrial by-products, and fines
Key Features of PH1 Industries' Screw Conveyors
- Compact Design for Confined Installations
- Engineered with a small footprint, making them ideal for tight plant layouts and retrofits.
- Available in modular lengths from 3 to 20 meters or more, allowing seamless integration into existing process lines without major civil modifications.
- Wide Diameter & Capacity Range
- Screw diameters ranging from 100 mm to 800 mm, enabling handling capacities from 0.5 TPH up to 300 TPH.
- Capacity optimized through selection of screw diameter, pitch, and rotational speed, ensuring efficient material transport without overloading.
- Adjustable Speed & Controlled Feeding
- Operates at 20 to 120 RPM, driven by a motor and gearbox, with optional VFD control for precise material dosing and flow regulation.
- Ideal for feeding hoppers, silos, weigh feeders, and upstream processing units.
- Custom Screw Geometry for Difficult Materials
- Variable pitch, shafted or shaftless screw designs tailored to material behavior.
- Effectively handles moist, slightly sticky, semi-solid, or irregular materials without clogging or bridging.
- Heavy-Duty Construction for Harsh Conditions
- Screw and trough materials available in mild steel, stainless steel, or Hardox, selected based on abrasion, corrosion, and temperature.
- Designed to handle material temperatures of up to 300°C, making them suitable for hot process environments.
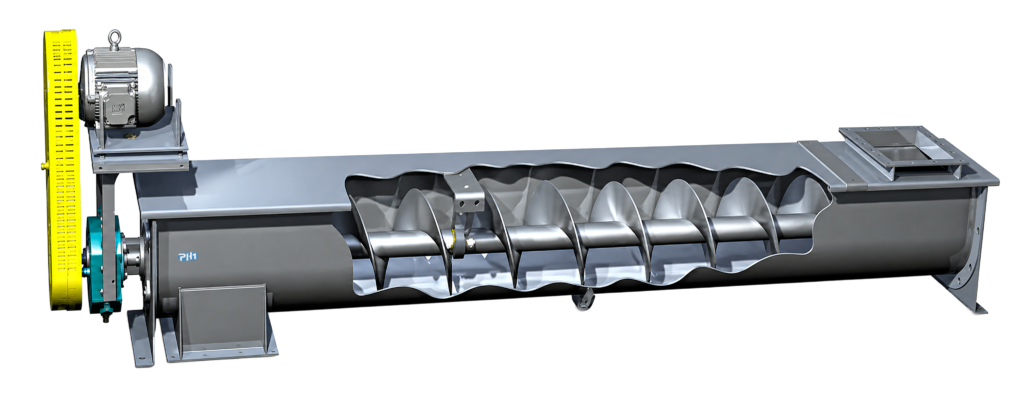
- Enclosed, Dust-Free Conveying
- Available in U-trough or pipe-type construction, fully enclosed to minimize dust emissions and spillage.
- Improves housekeeping, operator safety, and environmental compliance — especially critical for cement, AFR, and waste-derived fuels.
- Flexible Orientation
- Configurable for horizontal conveying or inclined operation up to ~30° for non-fluidizing materials.
- Ensures smooth, continuous material flow even in elevation-constrained layouts.
Benefits of PH1 Screw Conveyor Systems
- Versatile Material Handling
- Energy-Efficient Operation
- Low Maintenance & High Reliability
- Excellent Flow Control
- Clean & Safe Operation
Typical Applications
- Cement Plants
- Cement raw meal, additives, dust, and fines
- Feeding hoppers, weigh feeders, and dosing systems
- AFR & Waste-to-Energy Systems
- RDF, biomass chips, agro-waste, sludge-derived fuels
- Controlled feeding to shredders, mixers, or dosing units
- Ability to Handle moist, sticky, irregular materials like RDF and biomass without clogging
- Industrial & Process Plants
- Bulk solids handling within manufacturing facilities
- Short-distance material transfer in confined spaces
Chain Conveyors: Heavy-Duty Conveying for Tough Bulk Materials
Chain Conveyors are designed for robust, low-speed, high-torque conveying of bulky, irregular, abrasive, or heavy materials where belt or screw conveyors may be unsuitable. They are widely used in cement plants, AFR systems, waste-to-energy facilities, mining operations, and industrial material handling applications that demand durability and reliability under harsh conditions.
Key Features of PH1 Industries Chain Conveyors
- Heavy-Duty Load Handling Capability
- Designed to handle load capacities ranging from 50 to 2,000 kg per meter, depending on chain type and conveyor width.
- Conveyor widths typically range from 300 mm to 1,500 mm, allowing efficient handling of large, bulky, and high-density materials without degradation.
- Robust Chain & Flight Construction
- Manufactured using carbon steel, alloy steel, or stainless steel chains, selected based on abrasion, corrosion, and operating environment.
- Available in multiple configurations including roller chain, slat chain, flight chain, and drag chain, ensuring optimal performance for specific material characteristics.
- Low-Speed, High-Torque Operation
- Operates at controlled speeds of 0.1 to 1.5 m/s, minimizing material impact, dust generation, and wear.
- Driven by a high-torque gear motor with slow-speed gearbox, matched with precision-engineered sprockets aligned to chain pitch.
- Optional VFD control enables smooth start-up, speed regulation, and load management.
- Built for Abrasive & Harsh Materials
- Conveyor frame and trough constructed from heavy structural steel, with optional wear-resistant liners for abrasive or high-impact materials.
- Ideal for handling coarse, heavy, wet, or abrasive bulk materials without excessive wear or system failure.

- Flexible Trough & Enclosure Design
- Available in open or fully enclosed trough configurations, depending on material behavior and dust control requirements.
- Enclosed designs help minimize dust emissions, spillage, and contamination critical for AFR, clinker, and industrial residue handling.
- Modular & Maintenance-Friendly Design
- Modular chain links and flight assemblies allow easy inspection, replacement, and maintenance.
- Designed for long service life with reduced downtime, even in continuous-duty applications.
Benefits of Chain Conveyor Systems
- Handles What Others Can't
- Exceptional Reliability
- Long Operational Life
Heavy-duty construction and low-speed operation significantly reduce wear, extending equipment lifespan.
- Low Maintenance & Downtime
Robust mechanical design results in fewer failures and simplified maintenance, lowering total cost of ownership.
- Versatile Configuration
Typical Applications
- Cement Plants
- Clinker handling
- Raw material and additive transfer
- Ash and industrial by-product conveying
- AFR & Waste Processing Systems
- RDF lumps and coarse waste fractions
- Industrial residues and solid alternative fuels
- Mining & Heavy Industry
- Coarse aggregates, slag, and heavy solids
- Internal bulk material movement within manufacturing facilities
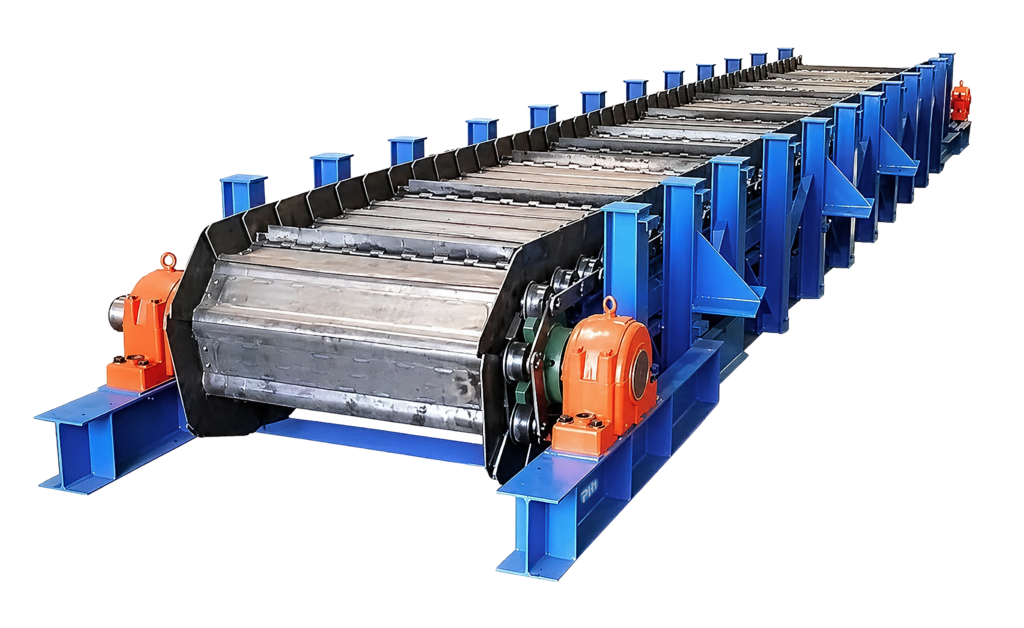
Apron Conveyors: Extreme-Duty Conveying for Hot, Abrasive & Heavy Materials
Key Features of PH1 Industries Apron Conveyors
- Heavy-Duty Pan & Chain Construction
- Built with robust steel pans / plates mounted on high-strength chains, designed for continuous operation under severe load and impact.
- Pan widths typically range from 500 mm to 1,500 mm, enabling stable transport of large, irregular material lumps.
- Pans manufactured in mild steel, stainless steel, heat-resistant cast iron, or manganese steel, selected based on abrasion and temperature requirements.
- Exceptional Load-Bearing Capability
- Designed to handle load capacities up to 2,000 kg per meter, depending on pan thickness and chain strength.
- Ideal for applications involving high material drop heights, impact loading, and dense bulk materials.
- High-Temperature Material Handling
- Capable of handling materials at operating temperatures up to 600°C, making them suitable for hot clinker, kiln discharge, and high-temperature industrial residues.
- Chain systems typically use heavy-duty alloy steel or manganese steel chains with pitches in the range of 150–300 mm, ensuring thermal stability and long service life.
- Low-Speed, High-Torque Operation
Operates at controlled speeds of 0.3 to 1.5 m/s, minimizing wear, impact forces, and material degradation.
Driven by a slow-speed, high-torque gear motor, ensuring smooth startup and reliable conveying under heavy load conditions.
- Flexible Open or Enclosed Design
- Available in open or enclosed configurations, depending on dust control and plant layout requirements.
- Enclosed designs help reduce dust emissions and material spillage, while open designs allow easy inspection and discharge in rugged environments.
- Seamless Integration into Process Flow
- Easily integrated with hoppers, feeders, crushers, shredders, and discharge chutes, making apron conveyors ideal for primary extraction and transfer points.
- Designed to absorb impact at loading zones, protecting downstream equipment.
Benefits of Apron Conveyor Systems
- Handles the Harshest Materials
Perfect for materials that are too hot, too abrasive, or too heavy for belt or conventional chain conveyors.
- Long Service Life in Severe Conditions
Heavy-duty construction ensures exceptional durability, even under continuous high-wear operation.
- Reduced Downtime & Maintenance
Low-speed operation and robust components result in minimal wear, fewer failures, and longer maintenance intervals.
- High Reliability in Critical Transfer Zones
Ensures stable and controlled material flow at kiln discharge points, crushers, and heavy-duty loading areas.
- Improved Plant Safety & Equipment Protection
Absorbs impact loads effectively, reducing stress on upstream and downstream equipment.
Typical Applications
- Cement Plants
- Hot clinker conveying
- Kiln discharge handling
- Kiln rejects and crusher feed
- Waste Processing & AFR Systems
- Large RDF lumps
- Industrial waste and residues
- High-impact feeding zones
- Mining & Heavy Industry
- Large stone, slag, and ore lumps
- High-temperature or abrasive bulk materials