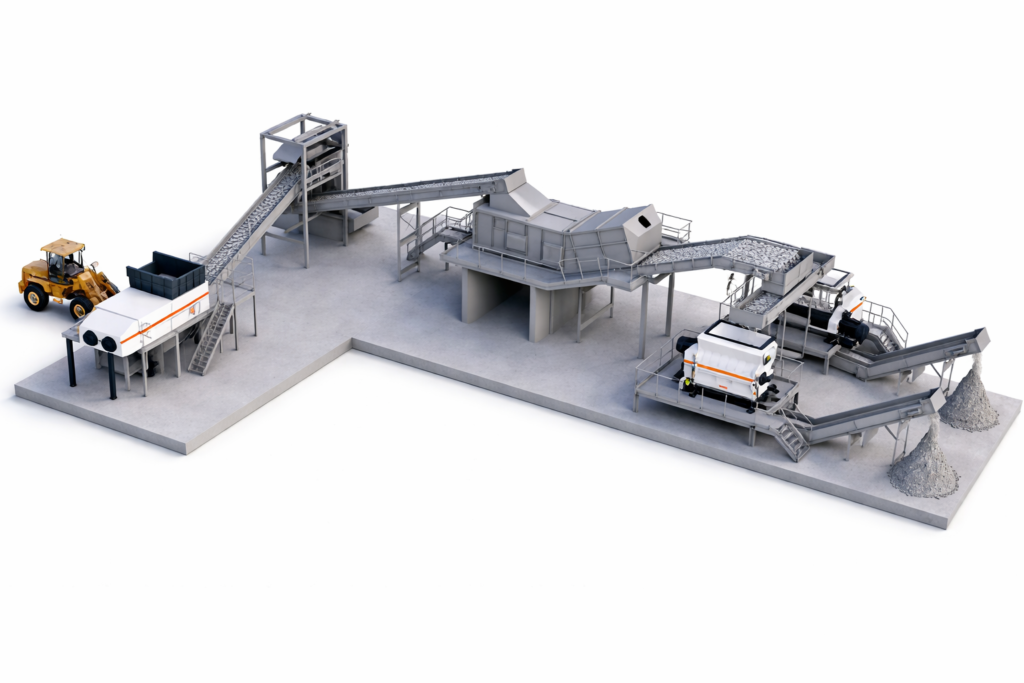


Capacity
Up to 125tph
Size
Down to 100mm

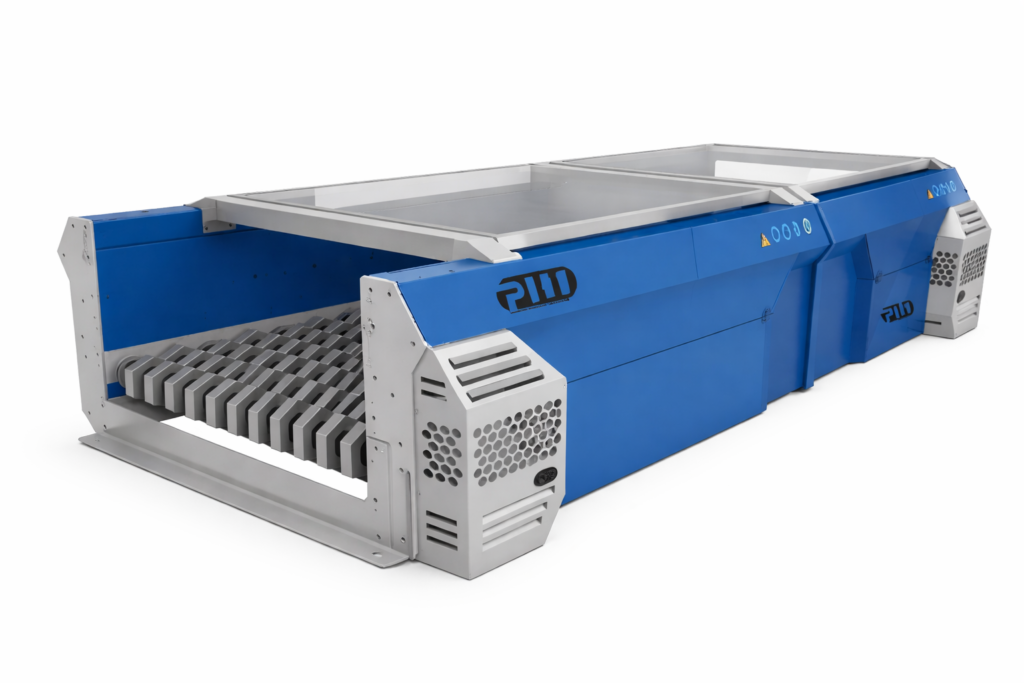
Capacity
Up to 28tph
Size
Down to 15-50 mm



Up to 125tph
Down to 100mm
Up to 28tph
Down to 15-50 mm