
BMH Systems
Pneumatic Conveying
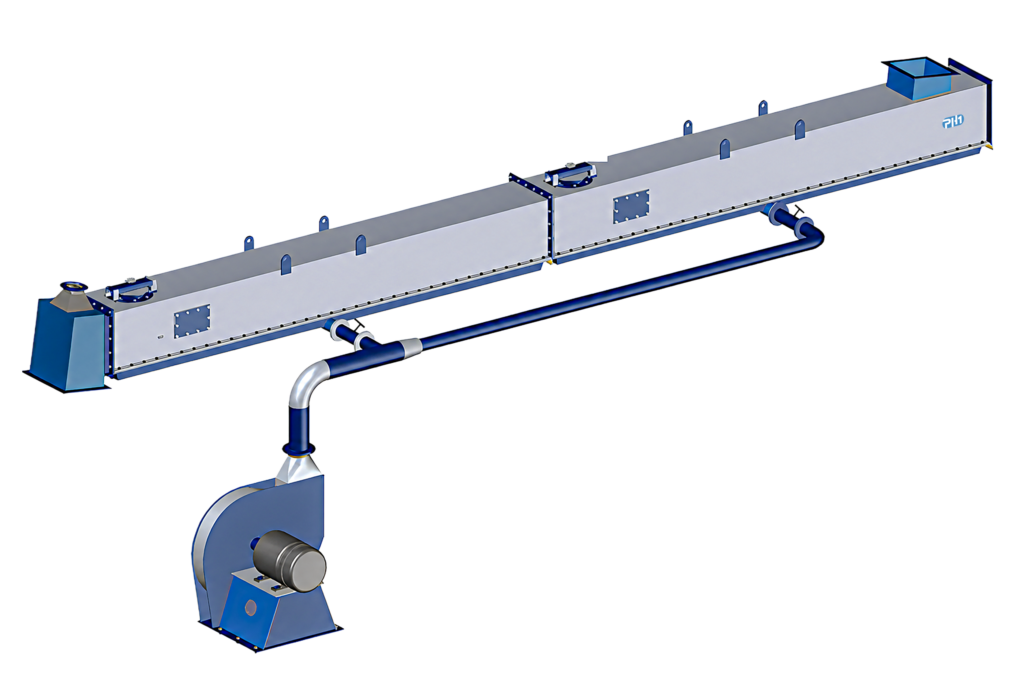
1. Air Slide Conveyor : Efficient, Low-Energy Pneumatic Conveying for Fine Bulk Materials
Air Slide Conveyors are ideal for the gentle, continuous conveying of fine, dry, free-flowing powders across cement plants, power plants, mining, chemicals, minerals, and general manufacturing industries. Commonly used for cement, fly ash, raw meal, lime, alumina, silica, and other pulverized materials — especially where dust control, low power consumption, and clean operation are critical.
Key Features (Performance-Driven)
- Porous Media–Based Conveying Principle
Utilizes specially engineered air-permeable fabric or membranes that allow low-pressure air to fluidize material, enabling smooth gravity-assisted flow without mechanical agitation.
- Low Power, High Efficiency Operation
Operates using low air pressure (typically 300–800 mmWG), consuming significantly less energy compared to mechanical conveyors or pneumatic pressure systems.
- Horizontal to Slight Incline Capability
Designed for horizontal and shallow inclined conveying (typically up to 8–12°), making it ideal for inter-equipment transfer over medium distances.
- No Moving Parts = Minimal Wear
With no chains, belts, screws, or rollers, air slides offer extremely low wear, translating to reduced maintenance, longer service life, and minimal downtime.
- Dust-Tight & Environment-Friendly Design
- Uniform & Gentle Material Flow
Provides non-segregating, non-degrading transport, preserving particle integrity — critical for fine powders and quality-sensitive materials.
Benefits
- Lowest Operating Cost per Ton
Reduced power consumption and near-zero mechanical maintenance significantly lower OPEX.
- Clean & Safe Material Handling
Eliminates spillage, dust emissions, and material loss.
- Ideal for Continuous Plant Operations
Seamlessly integrates between silos, bins, mills, separators, and packing systems.
Reliability & Safety
Simple construction ensures consistent operation with minimal breakdown risks.
Typical Applications
- Cement & raw meal conveying
- Fly ash and mineral powder transfer
- Lime, gypsum, alumina, silica handling
- Chemical & fertilizer powder conveying
- General dry bulk powder transport in process industries
Lean Phase Vacuum Conveying System: Clean, Flexible & Dust-Free Conveying for Fine to Medium Bulk Materials
Lean Phase Vacuum Conveying systems are used for dust-free, low-pressure transport of fine to medium bulk materials across multiple industries including cement, mining, power, chemicals, food-grade minerals, and general manufacturing. These systems are ideal where multiple pickup points, flexible routing, negative-pressure safety, and clean plant environments are required.
Materials commonly handled include cement, fly ash, raw meal, limestone powder, additives, minerals, grains, and similar dry bulk solids.
Key Features (Performance-Driven)
- Negative Pressure (Vacuum) Conveying Principle
Material is conveyed under vacuum conditions, ensuring that any leakage results in air ingress rather than dust escape — making it one of the cleanest conveying technologies available.
- Lean Phase, High-Velocity Transport
Operates in lean phase mode where material is suspended in air at higher velocities, ensuring smooth transport over long distances and through complex pipe routing.
- Flexible Pipeline Routing
Capable of conveying horizontally, vertically, and around obstacles, allowing easy integration into existing plants without major civil modifications.
- Multiple Pick-Up & Single Discharge Capability
One vacuum system can serve multiple feed points and discharge to a common silo, hopper, or process unit — reducing equipment count and improving layout efficiency.
- Centralized Vacuum Generation
Uses vacuum pumps or blowers with filters and receivers designed for continuous-duty industrial operation.
- Fully Enclosed & Dust-Tight System
No material exposure to atmosphere, ensuring clean operation, reduced housekeeping, and safer working conditions.
Benefits
- Superior Dust Control & Plant Cleanliness
- Safe Operation Across Industries
Negative pressure eliminates the risk of dust leakage into plant areas.
- Layout & Process Flexibility
Easily adapts to space constraints, elevation changes, and retrofit installations.
- Reduced Maintenance
- Scalable System Design
Systems can be expanded by adding pickup points without major redesign.
Typical Applications
- Cement & raw meal transfer
- Fly ash and mineral powder conveying
- Chemical powders and additives
- Power plant ash handling
- Bulk powder transport in enclosed process areas
Lean Phase Pneumatic Conveying : High Velocity. Long Reach. Continuous Flow.
Lean Phase Pneumatic Conveying systems are designed for high-velocity transport of bulk materials using air as the primary conveying medium. Material is conveyed in a suspended flow, making this system ideal for light to moderately abrasive powders and granules over long distances with multiple routing options.
Lean phase systems are widely used across cement, food, chemicals, minerals, plastics, power, and process industries for applications requiring continuous, flexible, and enclosed material transfer.
Key Features (Integrated Performance Specifications)
- High-Velocity Conveying Principle
Materials are fully suspended in the air stream, typically conveyed at 15–30 m/s, enabling smooth transport over long horizontal and vertical distances.
- Pressure or Vacuum Operation
- Continuous Material Flow
Ideal for applications requiring steady, uninterrupted conveying, especially where batching is not critical.
- Flexible Pipeline Routing
Supports complex pipe layouts with multiple bends, elevation changes, and long conveying lines without mechanical equipment.
- Wide Capacity Range
Typical conveying capacities range from a few hundred kg/h up to ~40–50 tph, depending on material properties, air velocity, and pipeline diameter.
- Fully Enclosed & Dust-Tight System
Prevents dust escape, contamination, and material loss — supporting clean and safe plant operations.
- Simple Mechanical Design
Fewer moving parts compared to mechanical conveyors, resulting in lower mechanical maintenance.
Benefits
- Excellent for Long Distances
- Fast Response & Easy Control
Quick start/stop operation and straightforward flow control.
- Compact & Space-Saving
Eliminates the need for bulky mechanical conveyors.
- High System Flexibility
- Clean & Hygienic Operation
Particularly suitable for industries with strict cleanliness standards.
Typical Applications
- Cement & mineral powders
- Fly ash and fine industrial residues
- Food ingredients & additives
- Plastic granules & resins
- Chemical powders
- Light abrasive bulk materials
Dense Phase Pneumatic Conveying System: Low Velocity. High Load. Maximum Material Protection.
Dense Phase Pneumatic Conveying systems are designed for low-velocity, high-solids transport of bulk materials where material integrity, pipeline wear reduction, and long-distance conveying are critical. Widely used across cement, mining, power, steel, chemicals, alumina, and process industries, dense phase systems excel in handling abrasive, fragile, cohesive, or high-bulk-density materials.
Typical materials include cement, fly ash, clinker dust, limestone, alumina, sand, slag fines, minerals, carbon black, and industrial powders.
Key Features (Performance & Engineering Focused)
- Low-Velocity, High-Solids Conveying
Material is conveyed in plugs, slugs, or moving beds at low air velocities, dramatically reducing pipe wear, material degradation, and dust generation.
- Pressure-Based Conveying Technology
Uses high-pressure air (positive pressure) supplied via compressors, blowers, or pressure vessels, enabling long-distance and high-capacity conveying.
- Ideal for Abrasive & Fragile Materials
Low conveying speeds prevent attrition of brittle materials and minimize erosion of pipelines — extending equipment life.
- Long-Distance & High Elevation Capability
Capable of conveying materials hundreds of meters horizontally and vertically, making it suitable for large industrial complexes and remote storage areas.
- Advanced Control & Automation
PLC-controlled air injection, pressure regulation, and discharge sequencing ensure stable flow, minimal pipeline stress, and repeatable performance.
- Fully Enclosed, Dust-Tight System
Designed for zero material exposure, meeting stringent environmental and workplace safety standards.
Benefits of Chain Conveyor Systems
- Minimal Pipeline Wear & Maintenance
Low air velocity significantly reduces erosion, especially for abrasive materials.
- Preserves Material Quality
Prevents particle breakage, segregation, and fines generation.
- High Conveying Efficiency at Lower Energy per Ton
Despite higher pressure, dense phase systems often consume less air per ton of material conveyed.
- Operational Reliability
Stable flow characteristics reduce blockages and unscheduled downtime.
- Scalable for Heavy Industrial Duty
Designed for continuous, demanding production environments.
Typical Applications
- Cement & raw meal conveying
- Fly ash, clinker dust & mineral fines
- Mining and metallurgical powders
- Chemical & alumina handling
- Power plant ash transport
- Abrasive industrial by-products